Speaker
Description
In the automotive industry, ensuring the highest quality of welded components is vital for safety and meeting end-user expectations. Current quality control (QC) practices in welding operations primarily rely on mechanical inspection and reactive procedures. To enhance QC efficiency and anticipate quality issues without destructive testing, it is necessary to apply non-destructive testing (NDT) techniques.
This paper explores the application of Eddy Current Testing (ECT), an NDT technique to QC arc stud welding, a process used to join screws/studs to metal plates. This process might create several defects like weld voids, cracks, and porosity [1] which can be detected earlier. ECT, a contactless electromagnetic technique induces and measures electrical currents within conductive materials [2]. Variations in conductivity, often caused by defects, are detected through changes in the induced currents. ECT capability at identifying surface and near-surface defects that escape visual inspection, makes it a valuable tool for comprehensive welding QC.
This work uses a magneto-resistive (MR) differential-based eddy current probe, offering superior spatial resolution, sensitivity, and bandwidth compared to conventional inductive probes [3], [4]. Employing the differential heterodyne technique, the aim is to optimize the magnetic field response's relative variation while minimizing the impact of inductive coupling on the measured signal [5]. The detection employs two identical MR sensors with a 1 mm pitch, each featuring an array of 26 magnetic tunnel junctions (MTJs) in series, with dimensions of 100$\times$100 $\mu m^2$. A scan image of a weld alongside the photograph (Fig. 1) highlights the capability to accurately identify the weld region under specific parameters: 0.5 $_{App}$ stimulation line at 2 kHz and a sensor bias of 300 mVpp at 25 kHz.
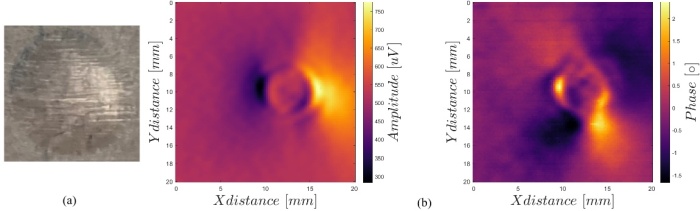
Fig. 1 Weld photograph (a) and magnitude and phase scan (b).
This paper focuses on understanding the scans conducted over real automotive welds. Starting with the analysis of identical plates containing machined buried defects at different distances from the scan surface, ranging from 0.1 up to 0.4 mm. The aim is to comprehend the probe's response to these defects, thereby enabling the recognition in actual welds. Throughout this process, COMSOL models were fine-tuned to aid in and validate weld imaging. This research contributes to advancements in NDT by demonstrating the effectiveness of an ECT probe design for welding QC.
Acknowledgements
Project GrenAuto Mobilising Agendas for Business Innovation, funded by the Recovery and Resilience Plan and by European Funds NextGeneration EU.
References
[1] “Welding - Arc stud welding of metallic materials (ISO 14555:2017),” 2017.
[2] J. García-Martín, J. Gómez-Gil, and E. Vázquez-Sánchez, “Non-destructive techniques based on eddy current testing,” Sensors, vol. 11, no. 3. pp. 2525–2565, Mar. 2011. doi: 10.3390/s110302525.
[3] M. Pelkner, R. Pohl, T. Erthner, R. Stegemann, M. Kreutzbruck, and N. Sergeeva-Chollet, "Eddy Current Testing with High-spatial Resolution Probes using MR Arrays as Receiver," presented at the 7th International Symposium on NDT in Aerospace, 16-18 Nov. 2015, Bremen, Germany. [Online]. Available: https://www.ndt.net/?id=18969.
[4] B. Ribes Sáez, N. Sergeeva-Chollet, F. Cardoso, L. Bragado, C. Fermon, S. Cardoso, P. Freitas, M. Piedade, and L. Rosado, "Results of MR based ET probes for buried flaw detection over different metallic materials," presented at the 11th European Conference on Non-Destructive Testing (ECNDT 2014), Prague, Oct 6-11, 2014. [Online]. Available: https://www.ndt.net/?id=16654.
[5] L. S. Rosado, F. A. Cardoso, S. Cardoso, P. M. Ramos, P. P. Freitas, and M. Piedade, “Eddy currents testing probe with magneto-resistive sensors and differential measurement,” Sens Actuators A Phys, vol. 212, pp. 58–67, Jun. 2014, doi: 10.1016/j.sna.2014.03.021.
